
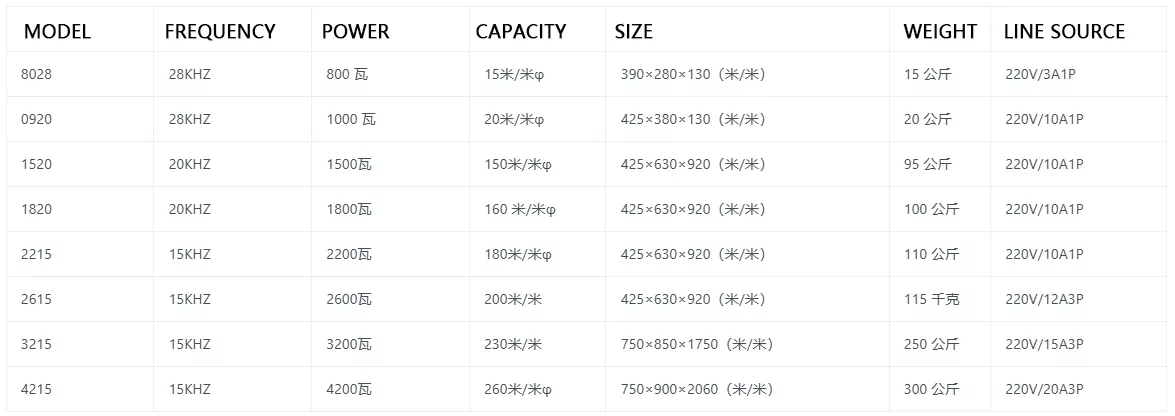
35-40 высокий-прецизионная ультразвуковая машина
Один. Меры предосторожности при эксплуатации
Прежде чем приступить к работе с машиной, пожалуйста, внимательно прочтите данное руководство пользователя.
2. Работы по техническому обслуживанию необходимо проводить согласно инструкции по ремонту в рабочие дни, чтобы обеспечить нормальную работу и срок службы машины.
3. Следите за тем, чтобы станина машины всегда была чистой и опрятной, и не размещайте инструменты и мусор в случайном порядке, чтобы не повлиять на нормальную работу машины.
4. Благодаря наличию высоких-провода напряжения внутри блока управления этой машины, пожалуйста, не разбирайте их по своему желанию, чтобы избежать несчастных случаев.
5. При использовании ножного переключателя обязательно сначала оставьте нижнюю форму обеими руками, чтобы вас не раздавило сварочной головкой.
6. При замене сварочной головки необходимо плотно зафиксировать сварочную головку, чтобы избежать нежелательных вибраций, которые могут повлиять на звуковые волны и вызвать возгорание.
7. После замены сварочной головки необходимо отрегулировать звуковую волну, чтобы обеспечить качество сварки аппарата.
8. После завершения производства выключатель питания и переключатель источника газа должны быть выключены во избежание несчастных случаев.
9. Во время работы не поднимайте вибромашину или крышку корпуса, чтобы предотвратить-травма от давления.
10. Обеспечьте правильное заземление во избежание накопления статического электричества.
11. Во время работы держите обе руки за пределами кнопки и не приближайтесь к сварочной головке, чтобы не задавить ее.
12. При сварке крупных заготовок или закапывании растений следует надевать беруши или наушники; Вокруг тела также можно использовать акустические материалы для снижения шума.
13. Некоторые материалы при нагревании могут выделять токсичные газы, обратите внимание на меры вентиляции.
2. Описание компонентов корпуса.
1. Воздушный фильтр:
Подключите 5/16-дюймовая напорная труба для подачи воздуха к источнику сухого и чистого воздуха для обеспечения подачи воздуха в машину. [Примечание]: Когда внутренняя часть заполнена наполовину, нажмите нижнюю кнопку вверх, чтобы удалить воду.
2. Ручка для фиксации корпуса:
Закрепите корпус на столбе.
3. Медленно отрегулируйте винт для перемещения вверх:
Отрегулируйте скорость подъема и буферизации сварочной головки. (около 10 мм в конце подъемного хода) и поверните по часовой стрелке, чтобы улучшить буферизацию; Поверните против часовой стрелки, чтобы уменьшить буферизацию.
4. Регулировочный винт опускания буфера:
Отрегулируйте буферную скорость спуска сварочной головки. (около 10 мм в конце хода спуска) вращая по часовой стрелке, чтобы увеличить буферизацию, и против часовой стрелки, чтобы уменьшить буферизацию.
5. Оболочка кузова:
Содержит компоненты системы воздушного компрессора и системы управления; Например, электромагнитные клапаны, цилиндры, панели управления. Подождите.
6. Вибрационная трубка:
Чтобы разместить и зафиксировать вибратор и соединение трансмиссии, подключите сварочную головку, приводящуюся в движение цилиндром, и когда крепежный винт вибрационной трубки ослабнет, направление вала и сварочной головки можно будет повернуть.
7. Стопорная гайка:
Если на основании нет рабочего объекта, не допускайте контакта сварочной головки с основанием и повреждения.
8. Заместитель трансмиссии:
Подключите и закрепите вибратор к сварочной головке, увеличьте амплитуду вибратора и передайте ее на верхнюю часть сварочной головки.
9. Ультразвуковая сварочная головка:
Ультразвуковая сварочная головка передает энергию ультразвуковых волн заготовке. Обычно вибрация настроена на 20КХ. (или 14,6 кГц) длиной около 1/2 длины волны. Материал в основном представляет собой титановый сплав, а алюминиево-титановый сплав обладает хорошими акустическими свойствами и прочностью на разрыв. Звуковые характеристики алюминиевого сплава аналогичны характеристикам титанового сплава. Однако прочность на разрыв составляет лишь половину от прочности титанового сплава. Алюминиевые сварочные головки склонны оставлять оксиды на заготовке, чего можно избежать, используя твердые участки или нагревая.-стойкие клейкие пленки.
[Примечание]: Сварочную головку нельзя произвольно модифицировать, иначе она изменит свою резонансную частоту, что может легко привести к повреждению вибратора или электрических компонентов.
10. Опорная стойка: расположена за основанием и служит для поддержки корпуса. При необходимости винты за основанием можно ослабить, чтобы повернуть корпус в нужную сторону для размещения специальных рабочих предметов.
11. База:
В качестве рабочей плоскости имеется 12 отверстий для винтов. (М8П1.25) чтобы обезопасить рабочую базу.
12. Манометр:
Отобразите манометр 1, показывающий давление, оказываемое сварочной головкой на заготовку. Отображение относительной зависимости между манометрическим давлением и фактическим давлением.
13. Регулятор напряжения:
Отрегулируйте давление источника воздуха, поступающего в цилиндр.
【Внимание】: перед регулировкой снимите красный воротник, а затем нажмите на него, чтобы успокоиться.
14. Таймер задержки:
Установите время с момента, когда вибратор начнет опускаться, до момента, когда начнут излучаться ультразвуковые волны. Обычно скорость спуска и буферизация совпадают с моментом первого контакта сварочной головки, после чего начинает излучаться ультразвук.
15. Сварочный таймер:
Время излучения ультразвуковых волн.
16. Таймер отверждения:
Время между прекращением ультразвука и началом подъема генератора. В этот период пластик часто затвердевает из расплавленного состояния и все равно требует приложения давления к заготовке.
17. Выберите переключатель:
а. Ручное управление:
Когда обе руки входят и нажимают кнопки давления двух рабочих рук, сварочная головка опускается вместе с вибрирующим цилиндром и остается на месте до тех пор, пока не опустится кнопка аварийного подъема, а сварочная головка поднимется вместе с вибрирующим цилиндром.
Залив. Автоматическая работа по времени:
Когда обе руки нажаты одновременно
Предыдущий: Портативный ультразвуковой аппарат точечной сварки.
Следующий: Роторный сварочный аппарат
сопутствующие товары
Связанный блог

Весь процесс ультразвуковой сварки полипропиленового материала
Введение в процесс ультразвуковой сварки
Развитие и применение ультразвуковой промышленности
Ультразвуковое оборудование широко используется в медицине и промышленности.