Our Location
304 North Cardinal St.
Dorchester Center, MA 02124


Polypropylene (PP) is a thermoplastic widely used in the industrial field, with excellent physical and chemical properties, such as low density, high strength, chemical resistance, etc. As an efficient, environmentally friendly and reliable plastic welding method, ultrasonic welding plays an increasingly important role in the joining of PP materials. This article will comprehensively discuss the whole process, common difficulties and solutions of ultrasonic welding of PP materials, and focus on the importance of ultrasonic sonotrode design and equipment selection.
Mold design: According to the characteristics of PP material and welding requirements, design suitable welding molds, including welding interface shape, dimensional tolerance, etc.
Sonotrode selection: According to the melting point, viscosity and other characteristics of PP material, select the appropriate ultrasonic sonotrode to ensure good energy transfer and vibration distribution.
Parameter setting: According to the thickness, shape and other factors of PP material, set appropriate welding parameters, such as welding frequency, amplitude, pressure, time, etc.
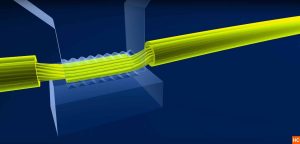
Welding process: The PP material is placed in the welding mold, a certain pressure is applied, the ultrasonic generator is started, and the ultrasonic energy is transmitted to the welding interface, so that the PP material is partially melted, flowed and cooled, forming a strong molecular chain entanglement.
Quality inspection: visual inspection, mechanical property testing, etc. of welded parts to ensure that the welding quality meets the requirements.
Solution: Select the appropriate sonotrode material and shape, such as titanium alloy sonotrod, stepped sonotrode, etc., to improve the energy transfer efficiency; Optimize the welding parameters, such as appropriately increasing the welding pressure and extending the welding time, etc., to promote the full melting and flow of the material.
Difficulty 2: High crystallinity and shrinkage of PP material PP material has a high degree of crystallinity, which is prone to large shrinkage deformation during the cooling process, resulting in deformation or residual stress of weldments. Solution: Reasonable design of the welding interface shape to avoid stress concentration; Optimize welding process parameters, control cooling rate, and reduce uneven shrinkage; If necessary, post-treatment processes such as annealing are used to eliminate residual stress.
Difficulty 3: Chemical inertness and low surface energy of PP material PP material has excellent chemical resistance and low surface energy, poor adhesion to other materials, and is prone to interface peeling or desoldering. Solution: Use special surface treatment methods, such as plasma treatment, flame treatment, etc., to improve the surface activity and adhesion of PP materials; Reasonable design of welding interface structure to increase mechanical occlusion; Third-party adhesives or additives are used when necessary to enhance the strength of the interfacial bond.
Sonotrode material selection: According to the characteristics of PP material, select sonotrode material with high hardness, high strength, high toughness, wear resistance and corrosion resistance, such as titanium alloy, stainless steel, etc.
Sonotrode shape design: According to the melting point, viscosity and other characteristics of PP material, design appropriate sonotrode shape, such as conical, stepped, exponential, etc., to achieve efficient transmission and uniform distribution of energy.
Sonotrode size optimization: According to the thickness, shape and other factors of PP material, optimize the size parameters of the sonotrode, such as diameter, length, resonant frequency, etc., to ensure the good matching and resonance between the sonotrode and the workpiece.
Sonotrode surface treatment: polishing, coating and other treatments on the surface of the sonotrode to reduce the surface roughness and friction coefficient and prolong the service life of the sonotrode.
Fourth, the importance of ultrasonic welding equipment High-quality ultrasonic welding equipment is the basis for achieving high-quality welding of PP materials, and its performance directly affects the consistency, stability and reliability of welding.
Frequency stability: Ultrasonic welding equipment should have excellent frequency stability to ensure that it always maintains a constant working frequency and provides stable energy output under the condition of load changes, temperature fluctuations, etc.
Amplitude adjustability: Ultrasonic welding equipment should have a wide range of amplitude adjustability to meet the welding requirements of PP materials of different thicknesses and shapes, and realize the optimal control of the welding process.
Pressure control accuracy: Ultrasonic welding equipment should have a high-precision pressure control system to ensure that a constant and uniform pressure is applied during the welding process and improve the consistency of the weldment.
Intelligent level: Ultrasonic welding equipment should have a good level of intelligence, such as real-time monitoring of welding parameters, adaptive optimization of welding process, remote diagnosis and maintenance, etc., to improve welding efficiency and quality.
Conclusion Ultrasonic welding of PP materials is a systematic project, which needs to be systematically analyzed and solved from multiple links such as material characteristics, mold design, welding head selection, parameter optimization, process control, and quality inspection. Ultrasonic sonotrode design and welding equipment selection are the key factors that directly affect the quality and efficiency of welding. Only on the basis of in-depth understanding of the characteristics of PP material, reasonable design of the sonotrode structure, selection of high-quality welding equipment, and optimization of welding process parameters, can the advantages of ultrasonic welding technology be maximized and the high-quality and high-efficiency connection of PP material can be realized.